昆山博爾勒自動化科技有限公司 管焊設備|管板焊設備|管法蘭設備|等離子設備
18068419906


2026-03-06 03:31:29
厚壁壓力容器焊接涉及數十甚至上百道焊道,手工規劃費時費力且非比較好。本專機搭載的智能規劃軟件,基于三維CAD模型和焊接工藝規則庫,實現焊道排布的自動生成與優化。用戶輸入坡口尺寸、焊接層數、焊道尺寸等基本約束后,軟件通過算法自動計算并排列每一層內的焊道數量、位置及焊接順序,力求熱量分布均勻、填充效率比較高、變形小。軟件可進行焊接過程熱力學仿真,預測變形與應力,并據此優化焊接方向、起弧點等序列。生成的程序可直接下載至專機執行。這大幅減少了工藝準備時間,降低了工藝設計對個人經驗的依賴,確保了焊接工藝的科學性與可重復性,是實現壓力容器智能化焊接的軟件支撐。焊接過程參數全數字可調,支持脈沖焊接,減少飛濺并提升熔敷效率。江蘇博爾勒管法蘭專機公司

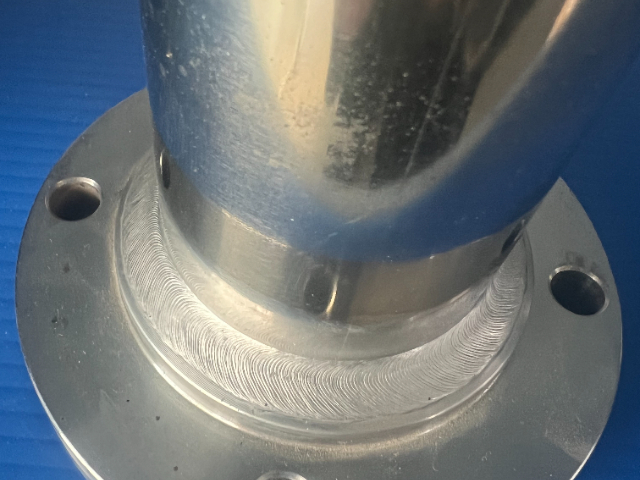
該機構在傳統六軸機器人末端增加三自由度主動柔順單元,包含軸向±10mm浮動、徑向±8mm擺動和法向±5mm自適應三個補償維度。通過六維力傳感器實時檢測焊接過程中焊**與工件的接觸力,當檢測到因法蘭組對錯邊導致的異常受力時,柔順控制器在5ms內生成補償軌跡。特別設計的渦流阻尼器可吸收焊接變形引起的突發位置偏移,避免機械沖擊。系統內置的錯邊焊接專業數據庫,存儲了12種典型錯邊模式的應對策略,如當檢測到3mm臺階錯邊時自動切換為擺寬加寬的擺動焊接模式,當遇到角度錯邊時則啟動非對稱熱輸入算法。在船舶推進器法蘭現場安裝焊接中,該技術成功補償了因船體變形導致的8mm組對偏差,使原本需要返工修割的法廊直接完成焊接,單艘萬箱級集裝箱船節省工期72小時。經第三方檢測,在6mm錯邊工況下焊接的焊縫,其疲勞強度仍達到標準接頭的92%,遠超傳統手工修補焊縫的75%。上海接管管法蘭專機報價內置預編系統,可根據坡口情況,自動匹配標準焊接工藝規程(WPS)。

該專機將焊接工藝規劃從依賴操作者經驗的領域,轉化為基于三維模型與規則的數字化智能過程。用戶只需將工件的三維CAD模型及接頭坡口尺寸導入軟件,系統即可自動進行焊接任務分解。軟件內核的智能算法會綜合考慮接頭幾何形狀、母材厚度、焊接位置(平、橫、立、仰)、熱輸入控制以及變形較小化等多個約束條件,自動規劃出每一層、每一道的焊接路徑、焊**姿態、焊接參數及層間冷卻時間。系統生成的“焊接序列”不僅定義了焊道位置,還優化了焊接方向與起弧點,以分散應力集中。編程結果可通過三維仿真進行虛擬焊接驗證,提前發現可能發生的碰撞或可達性問題。在實際的船用柴油機重型曲軸箱焊接中,此系統將原本需要焊工數日籌劃的復雜多道焊工藝,縮短至2小時內完成編程與仿真驗證,并確保了施工現場工藝執行的精確復現,極大降低了對人員經驗的依賴,實現了焊接質量的可預測性與穩定性。
全數字化控制是焊接專機的基礎特征。設備的焊接電源、送絲機構、運動軸均通過PLC電控系統進行一體化精確協同。所有焊接參數,如基值電流、峰值電流、脈沖頻率、占空比、送絲速度、行走速度等,均可在人機界面(HMI)上以數字形式精細設定與存儲。脈沖焊接功能的支持尤為關鍵:在熔化極氣體保護焊(MAG)中,脈沖電流可實現“一脈一滴”的熔滴過渡,飛濺率可降低至1%以下,焊縫成形美觀;在鎢極氬弧焊(GTAW)中,脈沖可細化焊縫晶粒,控制熔深。這種數字化與脈沖技術的結合,使得操作者能像“調音”一樣精確“調諧”焊接過程,在保證冶金質量的同時,實現熔敷效率高,達到質量與效率的完美平衡。碳鋼法蘭專機搭載雙絲MAG系統,焊接效率較傳統單絲提升60%以上。

為適應現代制造業多品種、柔性化的生產需求,本專機采用了高度模塊化的機械執行機構設計。由是一個標準化的高精度旋轉-行走平臺,而針對不同的焊接接頭形式(如管管對接、管板角接、法蘭環縫等),則設計有相應的可快速更換的夾具模塊與焊**姿態調整模塊。例如,進行管板焊接時,安裝帶有自定心卡盤和管板傾角調整器的模塊;切換到法蘭焊接時,則更換為帶有法蘭定位銷和徑向跟蹤滑臺的模塊。所有模塊均采用統一的機械接口與電氣/氣動快插接口,更換過程無需特殊工具,通常可在15-30分鐘內完成。配套的控制軟件具有“工藝包”功能,當識別到安裝的模塊類型后,會自動加載對應的操作界面、焊接程序庫和工藝參數。這種設計使一臺專機能夠覆蓋一個工廠內多種結構件的焊接需求,極大地提高了設備利用率和投資回報率。在鍋爐壓力容器制造廠,一臺這樣的設備可依次完成膜式水冷壁的管-管對接、集箱的管-板焊接以及人孔法蘭的密封面堆焊,實現了小批量定制化生產中的高效與柔性統一。專機配置雙工位或旋轉工作臺,實現工件裝夾與焊接同步進行,可以提升設備綜合利用率。山東碳鋼管法蘭專機多少錢
針對封頭拼焊開發了自適應擺動算法,熔池流動,確保曲面成形質量。江蘇博爾勒管法蘭專機公司
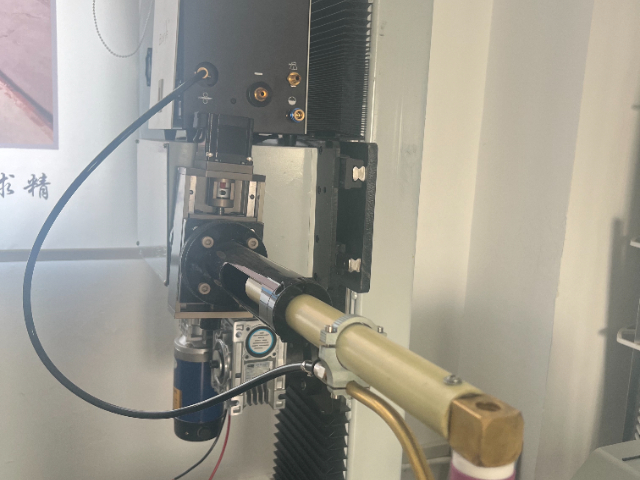
全自動管法蘭焊接機的**自動化單元由高自由度六軸關節機器人與高精度伺服變位機協同構成,形成一個完整的柔性焊接工作站。機器人負責焊**在三維空間內的精確定位與姿態調整,其重復定位精度可達±0.05mm,確保焊絲前列能始終沿預定軌跡運動。而雙軸或三軸變位機則負責夾持并轉動工件,通過數控系統與機器人進行聯動,使待焊的管法蘭焊縫始終處于**理想的“船型”或平焊位置。這種協同運動解耦了復雜空間焊縫的施焊難題,無論是水平固定管、斜45°固定管還是空間任意角度的法蘭對接,系統都能通過離線編程或示教生成比較好路徑,實現單道或多道焊的連續、無人化作業。該方案特別適用于工程機械、船舶制造等小批量、多品種且焊縫位置多變的生產場景,在保證前列焊接質量的同時,將操作人員從繁重、有害的體力勞動中徹底解放出來。江蘇博爾勒管法蘭專機公司
昆山博爾勒自動化科技有限公司是一家有著雄厚實力背景、信譽可靠、勵精圖治、展望未來、有夢想有目標,有組織有體系的公司,堅持于帶領員工在未來的道路上大放光明,攜手共畫藍圖,在江蘇省等地區的機械及行業設備行業中積累了大批忠誠的客戶粉絲源,也收獲了良好的用戶**,為公司的發展奠定的良好的行業基礎,也希望未來公司能成為行業的翹楚,努力為行業領域的發展奉獻出自己的一份力量,我們相信精益求精的工作態度和不斷的完善創新理念以及自強不息,斗志昂揚的的企業精神將引領昆山博爾勒自動化科技供應和您一起攜手步入輝煌,共創佳績,一直以來,公司貫徹執行科學管理、創新發展、誠實守信的方針,員工精誠努力,協同奮取,以品質、服務來贏得市場,我們一直在路上!