聯(lián)系方式 | 手機瀏覽 | 收藏該頁 | 網(wǎng)站首頁 歡迎光臨昆山博爾勒自動化科技有限公司

昆山博爾勒自動化科技有限公司 管焊設(shè)備|管板焊設(shè)備|管法蘭設(shè)備|等離子設(shè)備
18068419906







2026-02-26 03:30:56
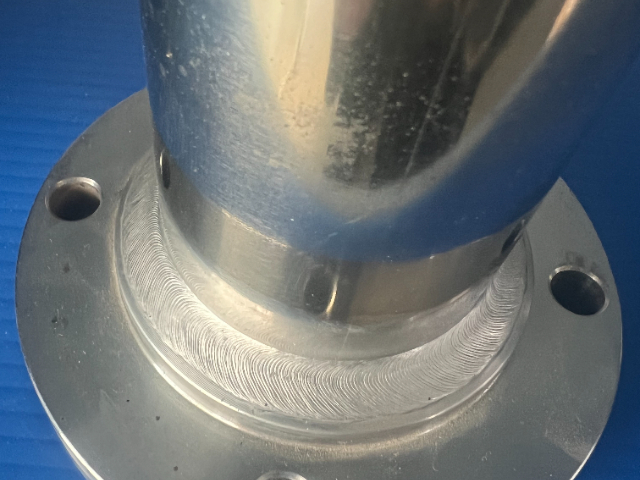
奧氏體不銹鋼焊接時,若焊縫在450-850℃的“敏化溫度區(qū)間”停留時間過長,碳化物會在晶界析出,導(dǎo)致晶間腐蝕抗力急劇下降。傳統(tǒng)焊接難以精確控制此區(qū)間的冷卻速度。本專機的冷卻速率調(diào)控模塊,在焊**后方安裝了一組可精確控制的霧化冷卻噴嘴。系統(tǒng)實時采集焊縫表面的紅外溫度場數(shù)據(jù),當(dāng)預(yù)測到熱影響區(qū)將進入敏化區(qū)間時,模塊自動啟動,噴射極細(xì)的霧化冷卻介質(zhì)(通常為去離子水霧或氬氣霧)。冷卻的強度、范圍和啟停時間均由算法根據(jù)材料厚度、熱輸入和實測溫度曲線動態(tài)決定。通過這種主動干預(yù),可以將不銹鋼接頭在敏化區(qū)間的冷卻時間(Δt8/5)從無法控制的數(shù)十秒縮短至**范圍(如對于304不銹鋼,控制在30秒以內(nèi)),有效抑制碳化鉻的析出。該技術(shù)對于化工行業(yè)大型不銹鋼塔器、管道以及核電非能動**殼的焊接至關(guān)重要,它使焊縫在保持良好力學(xué)性能的同時,通過了嚴(yán)格的晶間腐蝕試驗(如ASTM A262 Practice E),確保了設(shè)備在腐蝕環(huán)境下的長期服役**。專機配置閉環(huán)水溫冷卻系統(tǒng),500A大電流持續(xù)焊接不降載。山東管彎頭管法蘭專機地址
封頭在熱旋壓成型過程中,由于材料流動的不均勻性,其終成品的板厚分布并非理想狀態(tài),常存在局部增厚或減薄,曲率也存在微觀波動。這給后續(xù)的自動化堆焊或拼接焊帶來了軌跡和熱輸入控制的挑戰(zhàn)。本專機采用的復(fù)合傳感方案融合了兩種信息:電弧傳感器通過分析焊接電流電壓的微小變化,間接感知焊**與工件距離(弧長)以及坡口高度的變化;激光位移傳感器則直接高精度測量焊**前方待焊區(qū)域的表面三維形貌。兩者數(shù)據(jù)通過卡爾曼濾波器進行融合處理,構(gòu)建出更精確、更抗干擾的實時工件模型。焊接時,系統(tǒng)不僅根據(jù)預(yù)設(shè)的理想曲面軌跡運動,更會依據(jù)此復(fù)合傳感反饋,實時微調(diào)焊**的高度、角度以及焊接電流,以適應(yīng)實際板厚變化(例如,遇到局部變薄區(qū)域時自動降低熱輸入)。這種“感知-適應(yīng)”能力,使專機能夠從容應(yīng)對因制造工藝導(dǎo)致的工件個體差異,在封頭內(nèi)壁堆焊耐蝕層或進行附件焊接時,保證熔深均勻一致,避免了因厚度不均導(dǎo)致的燒穿或未熔合風(fēng)險。上海衛(wèi)生管法蘭專機廠家直銷集成局部真空室或尾氣保護拖罩,實現(xiàn)壓力容器高合金材料的大氣污染敏感焊縫保護。

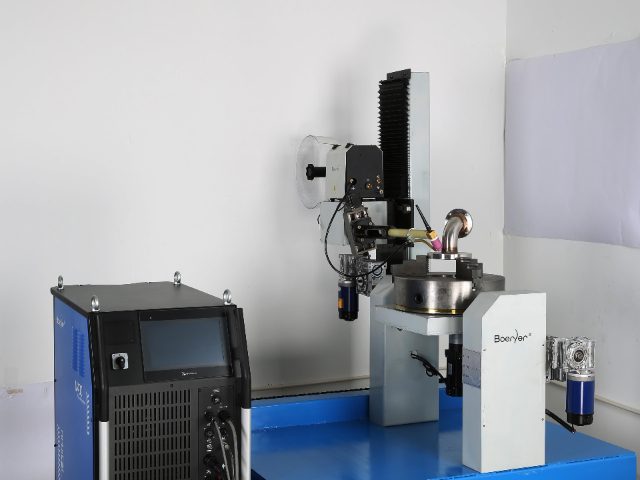
在諸如建筑鋼結(jié)構(gòu)預(yù)埋管、標(biāo)準(zhǔn)閥門組等單一規(guī)格產(chǎn)品的大規(guī)模制造中,為了突破單焊炬焊接的效率瓶頸,可以定制開發(fā)多焊炬同步焊接管法蘭專機。該設(shè)備在同一個龍門架或機器人驅(qū)動單元上,并行安裝兩套或更多套單獨的焊炬、送絲系統(tǒng)及焊接電源。通過精密的機械設(shè)計與同步控制算法,多把焊**可以同時對同一個工件上的多個相同焊縫(如一個法蘭的兩條對稱焊縫)或同一個大周長焊縫的不同區(qū)段進行施焊。例如,在焊接大口徑法蘭時,兩把焊炬可從同一直徑的兩端開始,相向而行,將總焊接時間直接減半。這種方案需要解決電弧間的電磁干擾、氣體保護相互影響以及熱輸入集中等問題。能夠滿足汽車排氣系統(tǒng)、模塊化建筑單元等行業(yè)的超大規(guī)模生產(chǎn)需求。
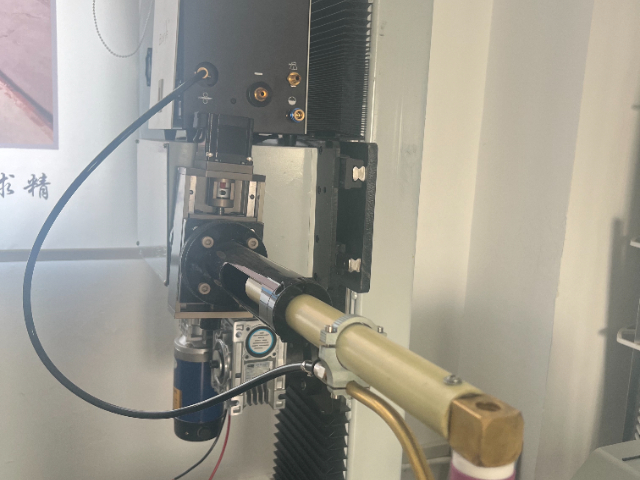
全數(shù)字化控制是焊接專機的基礎(chǔ)特征。設(shè)備的焊接電源、送絲機構(gòu)、運動軸均通過PLC電控系統(tǒng)進行一體化精確協(xié)同。所有焊接參數(shù),如基值電流、峰值電流、脈沖頻率、占空比、送絲速度、行走速度等,均可在人機界面(HMI)上以數(shù)字形式精細(xì)設(shè)定與存儲。脈沖焊接功能的支持尤為關(guān)鍵:在熔化極氣體保護焊(MAG)中,脈沖電流可實現(xiàn)“一脈一滴”的熔滴過渡,飛濺率可降低至1%以下,焊縫成形美觀;在鎢極氬弧焊(GTAW)中,脈沖可細(xì)化焊縫晶粒,控制熔深。這種數(shù)字化與脈沖技術(shù)的結(jié)合,使得操作者能像“調(diào)音”一樣精確“調(diào)諧”焊接過程,在保證冶金質(zhì)量的同時,實現(xiàn)熔敷效率高,達到質(zhì)量與效率的完美平衡。管彎頭管法蘭專機配備特殊角度擺動頭,可精確覆蓋彎頭與法蘭間不同平面的過渡焊縫。

雙相不銹鋼、超級奧氏體不銹鋼、鎳基合金等高合金材料,其焊縫金屬對氮、氧等間隙元素極為敏感,微量污染即可導(dǎo)致韌性下降、耐蝕性劣化或產(chǎn)生脆性相。常規(guī)的氬氣保護在車間流動空氣中難以做到隔絕。為此,本專機提供了兩種升級保護方案:對于直焊縫或小尺寸環(huán)縫,可配置模塊化局部真空室。焊接前將該透明真空室扣合在焊縫上,抽至中真空狀態(tài)(如10^-2 mbar),再充入高純保護氣,形成較好的純凈環(huán)境。對于大型或不可封閉的焊縫,則采用長行程尾氣保護拖罩。該拖罩不僅長度可達1米以上,其內(nèi)部設(shè)計有迷宮式氣簾和氣體回收凈化循環(huán)系統(tǒng),能將高溫焊縫及熱影響區(qū)與空氣隔離保護至150℃以下。這兩種方案能將焊縫的氮、氧污染控制在極低水平(如NiCrMo類合金焊縫氧<80ppm,氮<150ppm),確保其耐點蝕當(dāng)量(PREN)和沖擊功與母材匹配,滿足了海洋平臺、濕法冶金設(shè)備等苛刻腐蝕環(huán)境中高合金壓力容器的焊接質(zhì)量要求。專機配備浮動式焊**自適應(yīng)機構(gòu),可自動補償工件裝夾與加工中存在的同心度誤差。浙江Boerler管法蘭專機多少錢
電機軸MIG焊接機采用高速旋轉(zhuǎn)卡盤與精確送絲,實現(xiàn)軸類零件堆焊與修復(fù)的效率均勻熔覆。山東管彎頭管法蘭專機地址
為提升耐腐蝕或耐磨性能,大型封頭常需在內(nèi)壁堆焊不銹鋼或鎳基合金層。傳統(tǒng)單焊炬堆焊效率低,且單側(cè)加熱易導(dǎo)致封頭整體變形。本專機采用創(chuàng)新的鏡面對稱雙焊炬同步焊接系統(tǒng)。兩個焊接機頭對稱布置于封頭內(nèi)外兩側(cè)的對應(yīng)位置,由同一數(shù)控系統(tǒng)驅(qū)動,進行完全同步的對稱焊接。內(nèi)焊炬進行堆焊,外焊炬可進行同步的TIG重熔或加熱。這種對稱熱輸入模式,使焊接產(chǎn)生的熱量和應(yīng)力在厚度方向相互抵消,能將封頭的整體變形(如橢圓度變化)抑制在極小的范圍內(nèi)(通常小于直徑的0.1%)。同時,雙焊炬作業(yè)使熔敷效率直接翻倍。該系統(tǒng)是解決大型薄壁封頭內(nèi)壁堆焊變形難題的有效方案之一,廣泛應(yīng)用于核電穩(wěn)壓器、化工反應(yīng)釜等較高容器制造。山東管彎頭管法蘭專機地址
昆山博爾勒自動化科技有限公司是一家有著雄厚實力背景、信譽可靠、勵精圖治、展望未來、有夢想有目標(biāo),有組織有體系的公司,堅持于帶領(lǐng)員工在未來的道路上大放光明,攜手共畫藍(lán)圖,在江蘇省等地區(qū)的機械及行業(yè)設(shè)備行業(yè)中積累了大批忠誠的客戶粉絲源,也收獲了良好的用戶**,為公司的發(fā)展奠定的良好的行業(yè)基礎(chǔ),也希望未來公司能成為行業(yè)的翹楚,努力為行業(yè)領(lǐng)域的發(fā)展奉獻出自己的一份力量,我們相信精益求精的工作態(tài)度和不斷的完善創(chuàng)新理念以及自強不息,斗志昂揚的的企業(yè)精神將引領(lǐng)昆山博爾勒自動化科技供應(yīng)和您一起攜手步入輝煌,共創(chuàng)佳績,一直以來,公司貫徹執(zhí)行科學(xué)管理、創(chuàng)新發(fā)展、誠實守信的方針,員工精誠努力,協(xié)同奮取,以品質(zhì)、服務(wù)來贏得市場,我們一直在路上!