
臺州市黃巖華銳模塑有限公司 瓶蓋模具|瓶坯模具|注塑模具|吹瓶模具
13157669188


2026-03-22 02:20:46
頂出機構的設計需兼顧瓶蓋的順利脫模與產品外觀完整性,避免出現頂出痕跡、變形等問題。由于瓶蓋壁較薄且剛性較差,頂出機構通常采用多點均勻頂出的方式,常見的頂出結構有頂針頂出、頂板頂出與氣輔頂出。頂針頂出適用于結構簡單的瓶蓋,頂針數量根據瓶蓋尺寸確定,通常均勻分布在瓶蓋邊緣,頂針直徑為2-4mm,需與模具配合間隙控制在0.01-0.02mm,避免出現溢料現象;頂板頂出則通過環形頂板實現全周均勻頂出,適用于薄壁或異形瓶蓋,能有效減少頂出應力,避免瓶蓋變形;氣輔頂出則是通過高壓氣體將瓶蓋從型芯上吹落,適用于高精度、外觀要求嚴格的瓶蓋,可完全避免頂出痕跡,但需配備的氣輔系統。此外,頂出機構還需與模具的開合模動作精細配合,通過導柱導向確保頂出平穩,頂出行程需根據瓶蓋高度合理設定,一般比瓶蓋高度多2-3mm。模具的冷卻系統設計應根據產品的特性進行調整。甘肅55口管坯注塑模具

在設計瓶蓋注塑模具時,需要考慮多個因素,包括瓶蓋的形狀、尺寸、材料特性以及生產效率等。首先,瓶蓋的形狀和尺寸直接影響模具的型腔設計,必須確保模具能夠準確復制瓶蓋的細節。其次,材料的選擇也至關重要,不同的塑料材料在流動性、收縮率和冷卻時間等方面存在差異,這些都會影響模具的設計。此外,冷卻系統的設計也是關鍵,合理的冷卻通道可以縮短生產周期,提高生產效率。蕞后,模具的耐用性和維護性也是設計時必須考慮的因素,以確保模具在長時間使用中的穩定性和可靠性。四川30口瓶蓋注塑模具模具的設計和制造需要不斷創新,以適應市場需求。

隨著科技的進步和市場需求的變化,注塑模具的發展趨勢也在不斷演變。首先,智能化和自動化將成為未來注塑模具的重要方向,智能化的模具可以實時監測生產過程,自動調整參數,提高生產效率和產品質量。其次,環保材料的應用將逐漸增多,生物基塑料和可降解材料的使用將推動注塑模具的綠色發展。此外,3D打印技術的興起也為注塑模具的設計和制造帶來了新的機遇,可以實現更復雜的結構和更短的生產周期。總之,注塑模具行業將朝著高效、智能、環保的方向發展,以適應未來市場的需求。
在瓶蓋注塑模具的設計和制造過程中,技術創新是提升競爭力的關鍵。近年來,隨著3D打印技術的發展,模具制造的工藝流程得到了極大的改進。3D打印可以快速制作模具原型,縮短產品開發周期。此外,智能制造技術的應用使得模具的生產過程更加自動化和精細化,通過數據分析和監控,可以實時調整生產參數,提高生產效率和產品質量。同時,材料科學的進步也為瓶蓋注塑模具的創新提供了新的可能性,新型高性能塑料材料的出現,使得瓶蓋在強度、韌性和耐溫性等方面有了明顯提升。這些技術創新不僅提高了瓶蓋的功能性,也為企業帶來了更高的經濟效益。注塑模具的設計軟件可以模擬成型過程。
澆注系統的合理設計是確保瓶蓋注塑成型均勻性的關鍵環節,其中心目標是實現熔料快速、平穩、均勻地填充至各個型腔,減少熔接痕與氣泡缺陷。瓶蓋模具多采用熱流道澆注系統,相較于傳統冷流道系統,熱流道可避免熔料在流道內冷卻凝固,減少原料浪費,同時縮短成型周期。熱流道系統主要由熱嘴、分流板、溫控器組成,熱嘴需精細對準每個型腔的進料口,進料口位置通常設置在瓶蓋的頂部中心,確保熔料從中心向四周均勻擴散。分流板則需根據型腔排布進行流道優化設計,保證各型腔的熔料壓力與溫度一致,流道直徑一般為8-12mm,需配合溫控器將溫度控制在200-250℃(根據瓶蓋材料調整)。此外,澆注系統還需設置合理的澆口形式,常見的有針點式澆口與潛伏式澆口,其中潛伏式澆口可實現自動化剪切,避免在瓶蓋表面留下明顯澆口痕跡,提升產品外觀質量。模具的設計應盡量減少生產過程中的人為錯誤。吉林30口瓶蓋注塑模具
注塑模具的生產需要多道工序,工藝復雜。甘肅55口管坯注塑模具
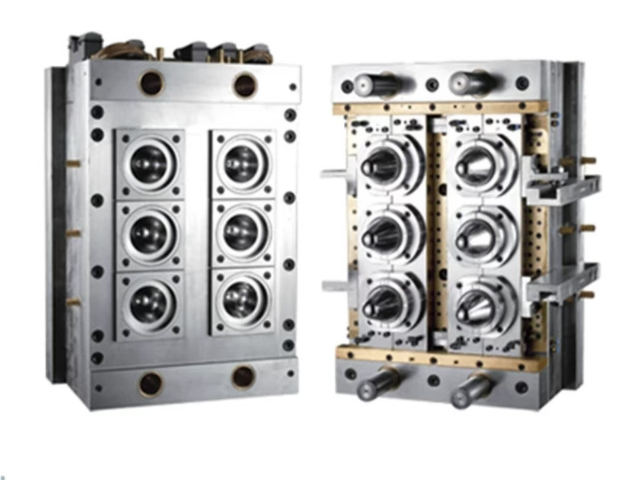
瓶蓋注塑模具的結構設計是保障產品成型質量與生產效率的中心基礎。典型的瓶蓋模具多采用多型腔結構,型腔數量根據生產批量需求可分為16腔、32腔、64腔等,通過合理的型腔排布實現熔料均勻填充。模具主要由定模、動模兩大模塊組成,定模側集成澆注系統與定位機構,動模側則裝配頂出機構、冷卻系統及型腔型芯。其中,型腔與型芯的精度直接決定瓶蓋的尺寸公差,通常需采用CNC精加工與火花機放電加工,確保表面粗糙度Ra≤0.8μm,同時保證瓶蓋螺紋結構的成型完整性,避免出現滑牙、缺料等缺陷。此外,模具還需配備可靠的導向機構,如導柱、導套,確保開合模過程平穩精細,減少模具磨損。甘肅55口管坯注塑模具




